
Tips & Tricks

MEDIA CENTER

Make the Most of Your Remnants with IntelliMAX
Did you know that IntelliMax has a “Remnant” capability? That’s right, you can manually track remnants and add parts to existing sheets, allowing you to save money by using as much of your material as possible. Let’s go over how the remnant feature works. Read

Build your website to sell your waterjet services
Creating or updating a website to promote your shop’s waterjet services is a great and inexpensive way to advertise. With a little know-how and some experimentation, you can put together a great looking website that demonstrates your skills with your waterjet. Read

Buying a Waterjet with Free Money
Whether you are starting your business or expanding your shop floor, purchasing new equipment always involves the question of cost. But … what if you could get free money to pay for your equipment? Read

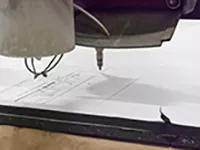
Cutting Glass on a Waterjet Machine
Although most glass should cut well on your waterjet, you will need to make exceptions, as different kinds of glass behave differently. For example, piercing is an easy but challenging part of waterjet glass cutting. In addition, frosting and chipping may occur around cut edges. Read

Dear current and future OMAX customers
A letter from Gordon Rice on the future of OMAX and Hypertherm. Read

Downside of Buying a Cheap Waterjet
The adage “You get what you pay for” applies to most major purchases. You pay more for a high-end car or a house with a proven history of appreciating well. The adage is even truer for machine tools. When you invest in a well-made tool, you can expect years of accurate and repeatable use. Read
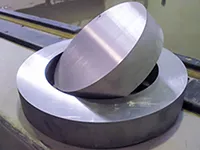
Working with Titanium on a Waterjet
Titanium is harder, but also lighter, than both aluminum and steel. If you have ever machined titanium on a mill, you know it has a tendency to be a very slow cut. However, with an abrasive waterjet, cutting titanium is fast and easy.Here is a basic guide to working with titanium on a waterjet: Read

Is Your Water Smelling … Pungent?
When you don’t use your abrasive waterjet for an extended period of time, you may notice that the stagnant water may start to produce an odor. What do you do about it? We’ll discuss this in a minute, but first let us note that OMAX does not recommend putting any chemicals into your tank. Read

Complementary Machining - Part 3
OMAX abrasive waterjets are the Swiss Army Knives of the machine tool world. Abrasive waterjet can: cut with a small kerf like a saw, cut external geometry for near net production, cut round parts like a lathe, cut square parts like a mill, cut complex parts like a wire EDM, and cut slots like a broach. Read
Complementary Machining - Part 2
With IntelliMAX, OMAX offers an easy-to-use alternative. From the hobbyist to a precision CNC machinist, IntelliMAX has proven that a powerful machine tool controller can be intuitive. Read
